
جوشکاری لولههای پلیاتیلن یکی از مراحل کلیدی در اجرای خطوط لوله است که کیفیت آن میتواند سرنوشت کل پروژه را تعیین کند. اگر اتصالها به درستی انجام نشوند، حتی بهترین لولهها هم در برابر فشار و شرایط محیطی دوام نخواهند آورد. اینجاست که انتخاب روش صحیح جوشکاری و اجرای دقیق آن اهمیت پیدا میکند. در ادامه، با انواع روشهای جوشکاری پلیاتیلن، مراحل اجرای هر کدام، نکات مهم برای دستیابی به اتصال مقاوم و حتی عوامل مؤثر بر هزینه آشنا خواهید شد تا بتوانید با دید باز و آگاهی کامل، بهترین تصمیم را برای پروژه خود بگیرید.
جوشکاری لوله پلی اتیلن چیست؟
فهرست مطلب
- 1 جوشکاری لوله پلی اتیلن چیست؟
- 2 انواع دستگاه جوش لوله پلی اتیلن
- 3 جوشکاری لوله پلی اتیلن لب به لب
- 4 جوشکاری لوله پلی اتیلن الکتروفیوژن
- 5 جوشکاری لوله پلی اتیلن اکستروژن
- 6 جوشکاری لوله پلی اتیلن به روش سوکتی
- 7 جوشکاری لوله پلی اتیلن به روش زینی
- 8 دمای مناسب جوش لوله پلی اتیلن
- 9 ویژگی های خاص جوشکاری لوله پلی اتیلن
- 10 هزینه جوشکاری لوله پلی اتیلن
- 11 سخن پایانی
جوشکاری پلی اتیلن یک فرآیند فنی و تخصصی است که برای اتصال لولهها و اتصالات ساختهشده از جنس پلی اتیلن به کار میرود. در این روش، با استفاده از حرارت کنترلشده، سطح دو قطعه پلی اتیلنی تا حدی ذوب شده و سپس تحت فشار مشخصی به هم فشرده میشوند تا یک اتصال یکپارچه، محکم و بدون نشتی ایجاد شود. این فرآیند به دلیل مقاومت بالای پلی اتیلن در برابر خوردگی، فشار و مواد شیمیایی، یکی از بهترین روشها برای اجرای خطوط انتقال آب، فاضلاب، گاز و حتی صنایع شیمیایی محسوب میشود.
در این روش یک نقطه اتصال همجنس با خود لوله ایجاد میشود که از نظر مکانیکی و شیمیایی هیچ تفاوتی با بدنه اصلی ندارد. این ویژگی باعث میشود تا عمر مفید سیستم لولهکشی افزایش یابد و خطر نشتی یا شکست در محل اتصال به حداقل برسد. به همین دلیل، جوشکاری لوله پلی اتیلن بهطور گسترده در پروژههای عمرانی، صنعتی و کشاورزی استفاده میشود و یکی از مهارتهای کلیدی برای مجریان و پیمانکاران خطوط انتقال به شمار میآید.
انواع دستگاه جوش لوله پلی اتیلن
برای اجرای جوشکاری لولههای پلی اتیلن، سه نوع دستگاه اصلی مورد استفاده قرار میگیرد که هرکدام متناسب با شرایط و نیاز پروژه انتخاب میشوند. این دستگاهها شامل دستگاه جوش بات فیوژن، دستگاه جوش الکتروفیوژن و دستگاه جوش اکستروژن هستند. هر یک از این روشها ویژگیها، مزایا و کاربردهای خاص خود را دارند که در ادامه بهصورت کامل به معرفی و بررسی آنها خواهیم پرداخت.

جوشکاری لوله پلی اتیلن لب به لب
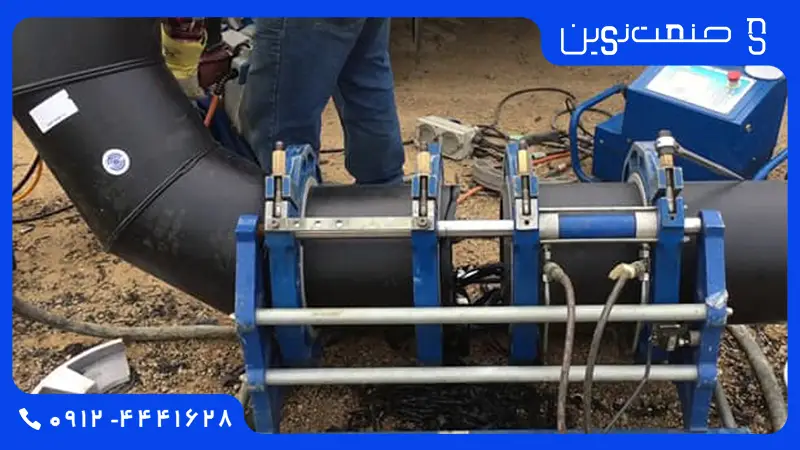
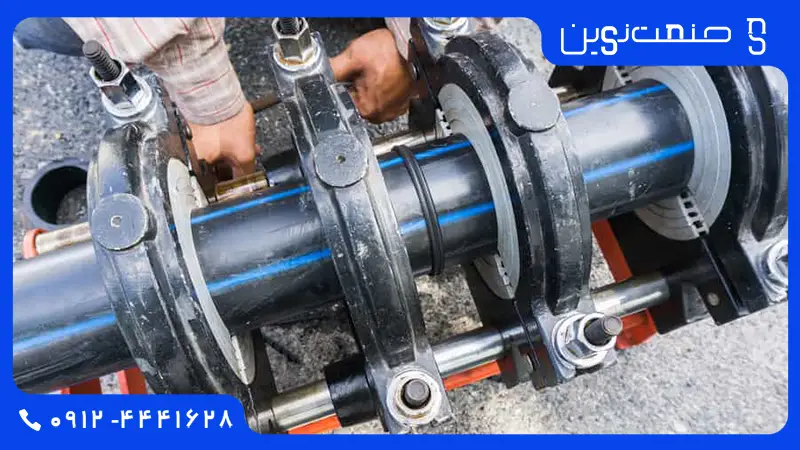
جوشکاری لببهلب یکی از رایجترین روشهای اتصال لولههای پلیاتیلن است که در آن دو سر لوله پس از تراش و همترازی، با صفحه داغ تا دمای مشخص گرم شده و سپس تحت فشار به هم متصل میشوند. این روش به دلیل استحکام بالا، یکپارچگی اتصال و مقاومت در برابر نشتی، برای پروژههای انتقال آب، فاضلاب، گاز و خطوط صنعتی با قطر متوسط تا بزرگ بسیار مناسب است. در ادامه مراحل جوش لب به لب را کامل توضیح دادیم :
- آمادهسازی لولهها : ابتدا دو سر لوله باید بهطور کامل از گردوغبار، خاک، چربی و هرگونه آلودگی پاک شوند. این کار معمولاً با استفاده از دستمال بدون پرز و در صورت نیاز محلول تمیزکننده انجام میشود. سپس لولهها در گیرههای مخصوص دستگاه جوش قرار میگیرند تا هنگام عملیات هیچ حرکتی نداشته باشند.
- همراستا کردن لولهها : در این مرحله، اپراتور با استفاده از سیستم تراز دستگاه، دو سر لوله را بهطور دقیق در یک راستا قرار میدهد. کوچکترین انحراف در این بخش میتواند باعث ایجاد تنش و کاهش کیفیت جوش شود.
- قرار دادن لولهها در وضعیت مطلوب : پس از اطمینان از همراستایی، دو سر لوله به شکلی تنظیم میشوند که سطوح آنها کاملاً تمیز بوده و هیچ ماده خارجی روی لبهها باقی نمانده باشد. این کار تضمین میکند که اتصال بدون نقص انجام شود.
- ذوب کردن سرهای لوله : صفحه داغ دستگاه با دمای استاندارد بین دو سر لوله قرار میگیرد. حرارت باعث ذوب شدن یکنواخت سطح لولهها میشود و آماده اتصال میگردند.
- اعمال نیروی جوش : پس از برداشتن سریع صفحه داغ، فشار جوش طبق استانداردهای صنعتی به محل اتصال وارد میشود. این فشار باید دقیق و یکنواخت باشد تا ذوب دو سر لوله بهطور کامل به هم آمیخته شود.
- نگه داشتن تحت فشار : در نهایت، دو سر لوله تا زمانی که محل اتصال کاملاً سرد و مستحکم شود، تحت فشار ثابت نگه داشته میشوند. پس از خنک شدن، اتصال آماده بهرهبرداری خواهد بود.
این روش زمانی بهترین انتخاب است که طول مسیر زیاد، قطر لوله بزرگ و نیاز به اتصالی بدون افت فشار و با طول عمر بالا وجود داشته باشد.

جوشکاری لوله پلی اتیلن الکتروفیوژن
جوشکاری الکتروفیوژن یکی از روشهای پیشرفته اتصال لولهها و اتصالات پلی اتیلن (PE)، پلیپروپیلن (PP) و پلیوینیلیدین فلوراید (PVDF) است که با استفاده از اتصالات مخصوص و عبور جریان برق از سیمپیچهای داخلی آنها انجام میشود. این روش بهویژه در پروژههایی که نیاز به تعمیر سریع خطوط لوله یا ایجاد اتصالات با دقت بالا دارند، کاربرد فراوانی دارد. مزیت اصلی این تکنیک، سرعت اجرای بالا، نیاز به تجهیزات کمتر در محل و امکان ایجاد اتصال مقاوم و ماندگار حتی در فضاهای محدود است.
دستگاههای جوش الکتروفیوژن قادرند با اتصالاتی در بازه قطر ۴۰ تا ۲۸۰۰ میلیمتر و جریان ۰ تا ۱۲۰ آمپر کار کنند و به دلیل طراحی خاص اتصالات، جوش نهایی از استحکام و آببندی بسیار بالایی برخوردار خواهد بود. این روش بیشتر برای انتقال آب، فاضلاب، گاز و سیالات صنعتی استفاده میشود و در مقایسه با روش لببهلب، برای موقعیتهایی که فضای کار کم است یا نیاز به اتصال دقیق در کنار اتصالات دیگر وجود دارد، گزینه بهتری محسوب میشود.
مراحل جوشکاری لوله الکتروفیوژن پلی اتیلن
- آمادهسازی لوله با تراش و تمیزکاری : ابتدا سطح لوله در محل اتصال با ابزار مخصوص تراش داده میشود تا لایه اکسید و آلودگیها حذف شود. سپس سطح با دستمال بدون پرز تمیز میگردد تا هیچ گردوغبار یا چربی باقی نماند.
- علامتگذاری لوله : روی لوله علامتهایی برای مشخص کردن محل دقیق قرارگیری اتصال و کنترل موقعیت در طول فرآیند ایجاد میشود. این کار باعث میشود در حین عملیات، اتصال در جای صحیح باقی بماند.
- همراستا کردن و مهار لوله : لوله و اتصال در دستگاه مهارکننده یا فکهای مخصوص قرار میگیرند و همراستایی دقیق آنها کنترل میشود. هرگونه انحراف میتواند باعث ایجاد تنش یا نشتی در محل جوش شود.
- اعمال جریان برق : دستگاه جوش الکتروفیوژن با توجه به مشخصات درجشده روی اتصال، جریان و ولتاژ مناسب را اعمال میکند. سیمپیچ داخلی اتصال با گرم شدن باعث ذوب سطح لوله و اتصال شده و یک پیوند یکپارچه ایجاد میکند.
- خنکسازی و برداشتن گیرهها : پس از اتمام جوش، مجموعه لوله و اتصال تا زمان خنک شدن کامل تحت فشار مهار باقی میماند. سپس گیرهها باز شده و اتصال آماده بهرهبرداری خواهد بود.

جوشکاری لوله پلی اتیلن اکستروژن
جوشکاری اکستروژن روشی تخصصی برای اتصال لولههای پلیاتیلن با قطرهای بزرگتر از ۸۰۰ میلیمتر است. در این تکنیک، ابتدا لبههای دو سر لوله با استفاده از سشوار صنعتی یا هیتر مخصوص تا دمای مورد نیاز گرم میشوند تا آمادگی پذیرش جوش را پیدا کنند. سپس با دستگاه اکسترودر دستی، پلیاتیلن مذاب بین لبهها تزریق میشود و با فشار مناسب، یک اتصال محکم و یکنواخت ایجاد میگردد. این روش به دلیل توانایی در ایجاد اتصالات قوی در قطرهای بالا، بهویژه در ساخت و تعمیر مخازن، لولههای فشار قوی و سیستمهای انتقال سیالات با دبی زیاد کاربرد فراوان دارد.
جوشکاری لوله پلی اتیلن به روش سوکتی
جوشکاری سوکتی یکی از روشهای اتصال لولهها و اتصالات پلیاتیلن است که بیشتر برای قطرهای کوچک و متوسط و در فشارهای کاری بالا استفاده میشود.
مراحل جوشکاری لوله پلی اتیلن به روش سوکتی
- آمادهسازی سطح لوله و داخل اتصال سوکتی : ابتدا سر لوله و سطح داخلی اتصال سوکتی با دستمال بدون پرز و محلول مناسب تمیز میشوند تا هرگونه گردوغبار، چربی یا رطوبت حذف شود. این مرحله برای جلوگیری از ایجاد ضعف در محل جوش بسیار مهم است.
- گونیا کردن انتهای لوله و آمادهسازی : سر لوله با ابزار مخصوص گونیاکاری میشود تا هنگام قرار گرفتن در داخل اتصال، همراستایی کامل ایجاد شود. این کار مانع از تنش و نشتی در آینده خواهد شد.
- اعمال حرارت به دو طرف اتصال : لوله و اتصال بهطور همزمان با هیتر مخصوص جوش سوکتی تا دمای استاندارد گرم میشوند. دمای صحیح باعث نرم شدن یکنواخت سطوح و آمادگی برای اتصال میشود.
- ورود انتهای لوله به اتصال سوکتی : پس از گرم شدن، سر لوله به آرامی و بدون چرخاندن، داخل اتصال سوکتی گداخته قرار داده میشود تا ذوب سطوح بهطور کامل ترکیب گردد.
- خنک شدن اتصال و شکلگیری جوش : لوله و اتصال در همان حالت بدون حرکت باقی میمانند تا بهطور طبیعی خنک شوند. این کار باعث استحکام کامل محل اتصال میشود.
- بازرسی نقطه جوش : در پایان، محل اتصال از نظر ظاهری و فنی بررسی میشود تا از نبود عیب، نشتی یا ضعف مکانیکی اطمینان حاصل گردد.
جوشکاری لوله پلی اتیلن به روش زینی
جوشکاری زینی یکی از روشهای تخصصی و استاندارد برای اتصال قطعات زینی به دیواره لولههای پلیاتیلن است. این روش بیشتر در مواقعی به کار میرود که نیاز به ایجاد انشعاب از یک خط اصلی لوله وجود دارد، بدون اینکه کل خط لوله قطع یا جدا شود. به دلیل استفاده از منبع حرارت مقعر برای گرمکردن سطح خارجی لوله و منبع حرارت محدب برای گرمکردن سطح اتصال زینی، این روش امکان ایجاد اتصالی محکم، مقاوم و بدون نشتی را فراهم میکند. جوش زینی معمولاً در پروژههای آبرسانی، گازرسانی، شبکههای آبیاری تحت فشار و خطوط انتقال صنعتی که انشعابگیری دقیق و ایمن ضروری است، کاربرد دارد.
مراحل جوشکاری زینی لوله پلی اتیلن
- تهیه سطح لوله : ابتدا سطح خارجی لوله در محل نصب زینی بهطور کامل تمیز و عاری از هرگونه گردوغبار، چربی یا آلودگی میشود. این مرحله برای ایجاد پیوند قوی بین لوله و اتصال زینی ضروری است.
- نصب رابطهای حرارتدهی زینی : پس از تمیزکاری، رابطهای حرارتدهی مقعر و محدب متناسب با قطر لوله و ابعاد زینی انتخاب و نصب میشوند تا انتقال حرارت بهطور یکنواخت انجام گیرد.
- نصب دستگاه جوش زینی : دستگاه جوش زینی روی لوله نصب شده و در جای خود محکم میشود تا در طول عملیات، اتصال و لوله ثابت باقی بمانند.
- آمادهسازی سطوح : سطح تماس لوله و زینی طبق استاندارد و دستورالعمل دستگاه آماده میشود تا در حین حرارتدهی، ذوب بهطور کامل و یکنواخت انجام گیرد.
- همراستا کردن قطعات : اتصال زینی در موقعیت درست نسبت به لوله قرار داده شده و همراستایی آن کنترل میشود تا بعد از جوش، زاویه و موقعیت اتصال دقیق باشد.
- اعمال حرارت : حرارت لازم با استفاده از رابطهای حرارتدهی به هر دو سطح (لوله و زینی) منتقل میشود تا به دمای استاندارد جوش برسند.
- فشار قطعات و ثابت نگه داشتن : بلافاصله پس از برداشتن منبع حرارت، اتصال زینی با فشار کنترلشده روی لوله فشرده شده و تا زمان تثبیت و شروع خنککاری در همان حالت نگه داشته میشود.
- خنکسازی و برداشتن دستگاه
پس از اطمینان از خنکشدن کامل محل اتصال، دستگاه و گیرهها باز میشوند و اتصال آماده بهرهبرداری خواهد بود.
دمای مناسب جوش لوله پلی اتیلن
دمای مناسب برای جوشکاری لولههای پلیاتیلن حدودا 270 درجه سانتیگراد است که بسته به نوع مواد (مانند PE80 یا PE100)، شرایط محیطی و روش جوشکاری (لببهلب، الکتروفیوژن، سوکتی و غیره) تعیین میشود. رعایت این دما اهمیت زیادی دارد، زیرا دمای پایین باعث عدم ذوب کامل سطوح و ضعف در استحکام اتصال میشود، در حالی که دمای بیش از حد میتواند منجر به سوختگی، تغییر خواص مکانیکی و کاهش عمر مفید لوله گردد. برای دستیابی به بهترین نتیجه، دستگاه جوش باید قبل از شروع کار بهطور کامل کالیبره شود و دمای صفحه یا منبع حرارت با دماسنج دقیق کنترل گردد.
ویژگی های خاص جوشکاری لوله پلی اتیلن
جوشکاری پلیاتیلن علاوه بر اینکه در بسیاری از موارد تنها راهحل مطمئن برای اتصال دو سطح لوله است، دارای ویژگیهای فنی و ایمنی منحصربهفردی نیز میباشد. این نوع جوش در برابر فشار و ضربه مقاومت بالایی دارد، با استفاده از مواد اولیه استاندارد هیچ خطری برای سلامتی ایجاد نمیکند و به دلیل استحکام بالا، گزینهای ایدهآل برای پروژههای زیربنایی است. همچنین در اتصال لببهلب لولهها و تثبیت آنها کاربرد گستردهای دارد و به لولههای تصفیه آسیبی وارد نمیکند. با این حال، اجرای آن نیازمند دستگاههای مخصوص و اپراتور ماهر است و باید پیش از شروع کار از انطباق تجهیزات با استانداردهای جهانی اطمینان حاصل شود تا ایمنی و کیفیت کار تضمین گردد.
هزینه جوشکاری لوله پلی اتیلن
هزینه جوشکاری و اجرای لولهگذاری پلیاتیلن بسته به مراحل مختلف عملیات و شرایط پروژه متغیر است. این فرآیند شامل آمادهسازی مسیر، تمیز کردن محل لولهگذاری، حمل و بارگیری لولهها، حفاری ترانشه تا عمق مورد نظر، ایجاد شیب و تسطیح کف، حفاظت از داخل لوله در برابر آلودگی، برش و آمادهسازی سر لوله برای اتصال، قرار دادن دقیق لوله در ترانشه، خاکریزی با خاک سرندی، انجام آزمایش هیدرولیکی و تراکمسازی خاک میشود. هر یک از این مراحل بر هزینه نهایی تأثیر میگذارد.
علاوه بر این، عواملی مانند قطر لوله، عمق ترانشه و نوع اتصالات مورد استفاده (مانند سهراهی، زانو یا چهارراه) نقش مهمی در تعیین هزینه نهایی دارند. به طور کلی، افزایش قطر لوله یا عمق نصب باعث بالا رفتن هزینه جوشکاری میشود و استفاده از اتصالات خاص نیز مبلغ کل پروژه را افزایش خواهد داد.
سخن پایانی
با توجه به مزایا و قابلیتهای جوشکاری پلیاتیلن، این روش بهعنوان یک راهکار استاندارد و ایمن در بسیاری از پروژههای زیربنایی و صنعتی به کار گرفته میشود. انتخاب صحیح روش جوشکاری (لببهلب، الکتروفیوژن، اکستروژن، سوکتی یا زینی) و اجرای دقیق مراحل آن، تأثیر مستقیمی بر استحکام و عمر مفید شبکه دارد. همچنین آگاهی از هزینهها و عوامل مؤثر بر آن، به پیمانکار و کارفرما کمک میکند تا برنامهریزی دقیقتری داشته باشند. در نهایت، رعایت استانداردها و بهرهگیری از تجهیزات و نیروی متخصص، کلید موفقیت در اجرای پروژههای لولهگذاری پلیاتیلن است.




